 中文
中文 英文
英文


無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
 微信公眾號
微信公眾號
 無錫阿里店鋪
無錫阿里店鋪
 自動焊接設備生產廠家
自動焊接設備生產廠家
 精密焊接設備生產廠家
精密焊接設備生產廠家
 電焊機廠家店
電焊機廠家店

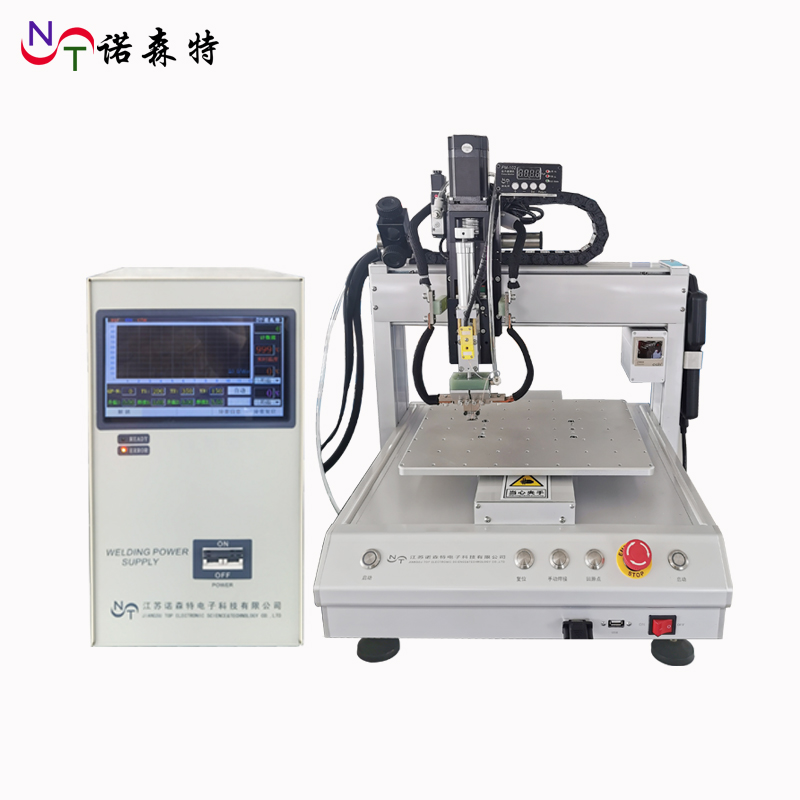
產品特點:熱熔焊接工藝是首先對漆皮進行氣化(省去刮漆皮工序),通過相鄰金屬表面熔接,形成金屬分子層之間的熔合,幾乎將相鄰金屬熔接為一個整體,相比端子壓接后相鄰銅線仍為獨立金屬個體而...
工件打樣:工廠內備有多種功率的精密逆變點焊機(碰焊機)、熱壓焊機、自動化專機,并且有幾百種適合不同產品的夾具、焊頭(還可根據產品設計夾具、焊頭),無論貴司有任何產品存在焊接難點問題,歡迎您來我司(或將工件寄到我司)焊接打樣,我們工程師多年的“電阻焊研究”和對焊接工藝的深度理解,都有可能幫你找到合適的焊接解決方案。

電機引線-端子熱熔焊接工藝:
熱熔焊接工藝是首先對漆皮進行氣化(省去刮漆皮工序),通過相鄰金屬表面熔接,形成金屬分子層之間的熔合,幾乎將相鄰金屬熔接為一個整體,相比端子壓接后相鄰銅線仍為獨立金屬個體而言,熱熔接部位的密實度更好,幾乎不會出現空洞(如圖示1)。導電性好,電阻系數極低或近乎零,有效提高了電機的使用耐久性,不易發熱,無質量隱患。 


無錫總公司
地址:無錫惠山區智慧路33號56棟
電話:0510-83762181
郵箱:sales@topnst.com
深圳分公司
地址:深圳市龍華區觀瀾街道桂月路310號知寓桂園電子商務大廈218室
法律聲明
Copyright ? 2020 - 江蘇諾森特電子科技有限公司- All rights reserved.
備案號:蘇ICP備14054729號
技術支持:千客云營銷???
微信公眾號
無錫阿里店鋪
自動焊接設備生產廠家
精密焊接設備生產廠家
電焊機廠家店
張工